Process
Process overview
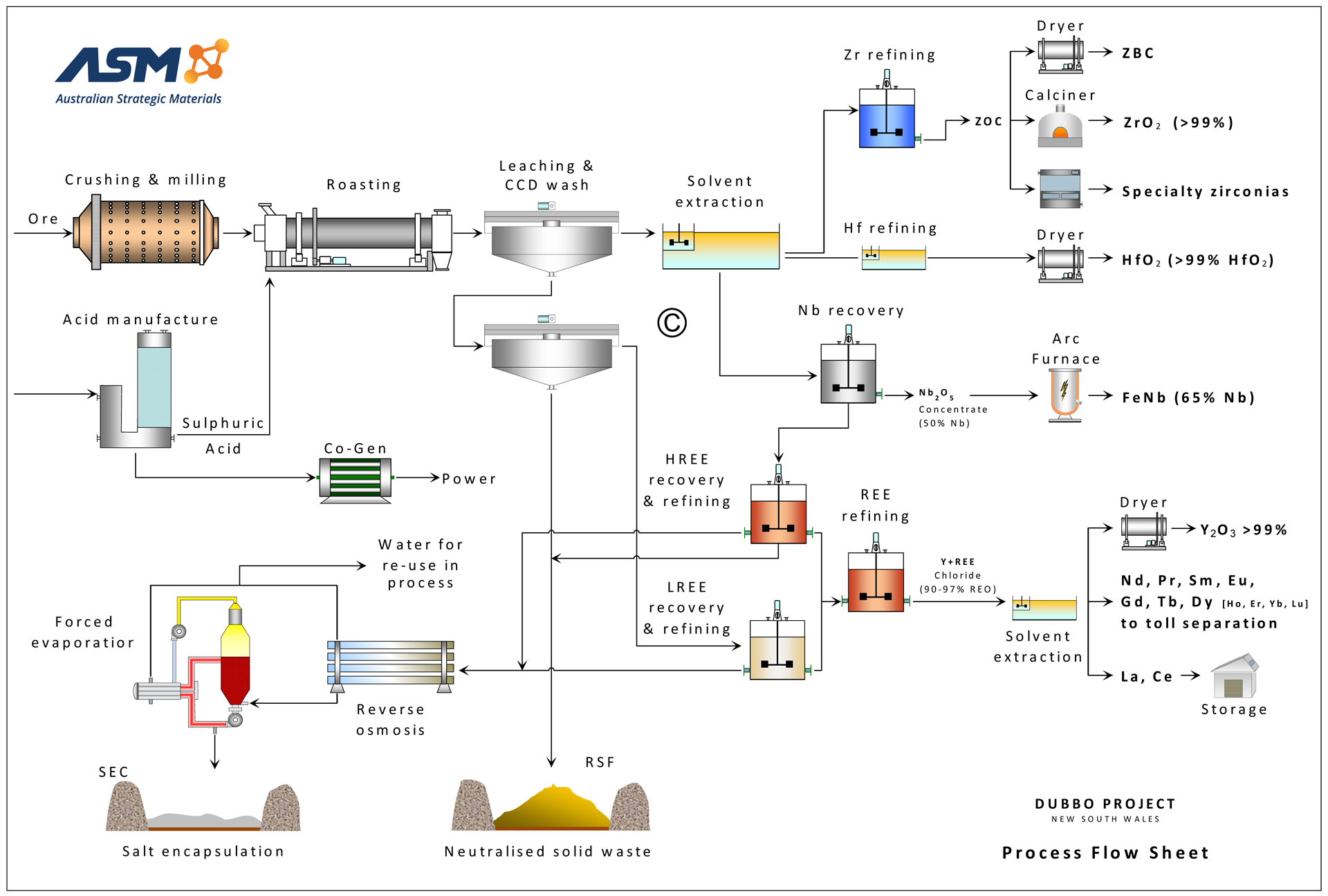
The project draws on the Toongi deposit, a rare, large, poly-metallic ore resource located 25km south of Dubbo. To derive high-purity Zr, Hf, Nb and RE oxides and metals from this single resource, each step in the process flow sheet is founded on proven chemical technology. The sustainable design integrates advanced water and waste management technologies and a power cogeneration facility with the following main recovery processes:
- Crushing and grinding
- Sulphuric acid roast
- Counter current decantation washing
- Solvent extraction
- Product recovery
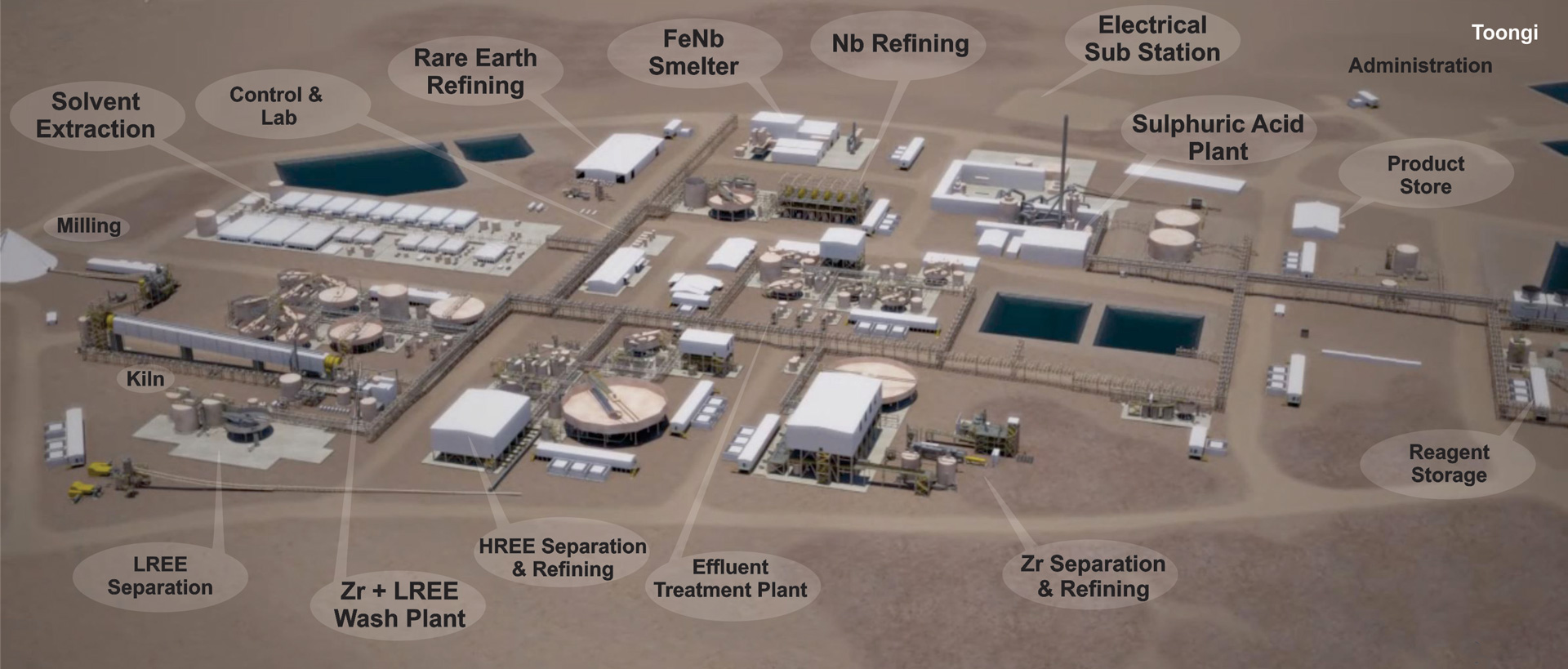
Facility layout
Process details
Acid roast-leach and energy cogeneration
Sulphuric acid is produced in our sulphur burning acid plant that also generates steam and electricity for the facility. The homogenous, fine-grained ore is crushed and ground before undergoing a sulphuric acid roast to produce sulphated solids, which are then leached into solution using water. The resulting slurry passes through a counter current decantation circuit that separates two liquor streams: light REs and Zr/Hf/Nb/heavy REs from the waste solid residue.
Solvent extraction and product refinement
The second of these liquors is passed through several stages of a solvent extraction circuit to recover:
- Combined Zr/Hf. After further refinement, some of this stream passes through a Hf removal circuit.
- Crude Nb-Ta precipitate. This is further processed to produce the final ferro-Nb product.
- Heavy REs. This is re-combined with the first liquor (light REs) and passes through another solvent extraction process, which produces final separated REs in oxide form.
Water management and waste treatment
Liquid and solid residues are separately treated and neutralised, then conveyed to permanent on-site storage facilities. An advanced water recovery circuit, including forced evaporation, efficiently recycles around half of the water back into the process.
Flow sheet